
(株)戸畑製作所
〒800-0211 小倉南区新曽根8-21
TEL 093-471-7789 / FAX 093-472-0124




本社事務所
| (フリガナ) | トバタセイサクシヨ |
|---|---|
| 事業所名 | (株)戸畑製作所 |
| (フリガナ) | マツモトトシハル |
| 代表者名 | 松本 敏治 |
| 所在地 |
〒800-0211 小倉南区新曽根8-21 TEL 093-471-7789 / FAX 093-472-0124 |
| 資本金 | 3,500万円 |
| 創業年月日 | 1948年02月01日 |
| 全社従業員数 | 115人(事業所従業員数114人) |
| 取扱い品目 | 非鉄金属の鋳造・接合・加工 |
| 取扱製品 | 純銅鋳造製品、製缶溶接製品、難燃性マグネシウム合金製品 |
| 主な販売先 |
新日鐵住金株式会社 日新製鋼株式会社 JFEスチール株式会社 株式会社神戸製鋼所 パンパシフィック・カッパー株式会社 |
| 主な仕入先 |
山中産業株式会社 三菱マテリアルトレーディング株式会社 田中藍株式会社 |
| 工業団地・大学 公設試験研究機関 |
|
| ISO認証・公的認証 |
企業PR情報
当社は、ものづくりの街「北九州」において純銅・銅合金を中心とした非鉄金属の鋳造・接合・加工のパイオニアとして世界の産業界へ貢献しています。特に主力製品である鉄鋼・非鉄金属精錬業界向けの純銅部材では国内シェア№1のメーカーとしての地位を確立してきました。弊社独自の鋳造技術や接合技術を活かしてお客様のニーズに応えられる「ものづくり」を目指しています。
■事業内容
・非鉄金属の鋳造・接合・加工
①純銅・銅合金鋳造製品
②接合・製缶製品
③難燃性マグネシウム合金製品
<当社の概要、製品の詳細については、ホームページをご覧下さい。>

会社全景
トピックス
・非破壊検査により欠陥を評価するためのX線CT装置等を導入し、非破壊検査棟の建設を行いました。
(平成25年12月)
・500kg溶解・鋳造設備を導入し、新しいマグネシウム工場の建設を行いました。
(平成26年2月)
参照URL
| E-Mailアドレス | tosei@tobata-s.com |
|---|---|
| 所属団体 | 北九州商工会議所 機械・金属部会 / 北九州工業団地協同組合 / 一般社団法人 日本鋳造協会 / 一般社団法人 日本マグネシウム協会 / |
| 窓口担当所属 | 総務部 |
| 氏名 | 松岡 博文 |
①純銅・銅合金の鋳造技術
当社は昭和27年(1952年)当時、鋳造が不可能とされていた高力アルミニウム青銅の鋳造に世界で初めて成功し、その後、純銅鋳造技術の研究の積み重ねにより純銅製品の製造が可能となりました。純銅製品は内部に水路を有する複雑な構造であり、鋳造と溶接の組み合わせで製造しています。主力製品である羽口は約1,200℃の熱風を高炉下部から炉内に吹き込む送風口として用いられます。高炉内は高い所では約2,000℃以上と非常に高温であり、溶銑飛沫が滴下する過酷な環境であるため、羽口内部をらせん状に常時水冷しながら使用します。当社ではこのような複雑な水路形状を実現する鋳造技術を有しており、鉄鋼メーカーの高炉、転炉、電気炉や、銅や亜鉛等の非鉄金属メーカーの精錬炉で使用する様々な用途、形状の水冷熱交換部材を製造しています。
参照URL

溶解炉
②-1接合技術(溶接)
当社では多種多様な材質や形状の溶接製缶製品を製造することが可能です。当社の主力である純銅の溶接は、非鉄金属の中で最も難しい技術の一つとされています。純銅は鉄などの金属に比べると、熱伝導率が高いことや溶接中の雰囲気(大気)の影響を受けやすいという特徴を有しています。このため、溶接施工時に溶接温度を保つことが困難であるため、十分な溶け込みが得られ難く、溶接割れが起きやすい、等の問題があります。これらの問題を防ぐためには、溶接材料の選択、シールドガスの選択など適切な溶接条件で施工する必要があります。
参照URL
②-1接合技術(溶接)
また、主力製品である羽口の使用中には、滴下する溶銑との接触時に起きる溶損、コークス等原料との接触時に起きる摩擦・摩耗といった損耗が起きます。これらを防ぐためには、母材である純銅の水冷による冷却効率の向上と併せ、硬化肉盛材による表面改質が有効です。このため、コストと硬度のバランスが良いニッケル-クロム系合金をはじめ、耐摩耗性に優れた鉄-クロム系合金およびTSH-1(コバルト-セラミックス系、当社開発材料)、耐溶損性に優れたTSH-3(ニッケル-セラミックス系、当社開発材料)等を使用しています。損耗が著しい部位にこれらの耐摩耗性・耐溶損性に優れた肉盛材を使用することにより、羽口をはじめとした製品の長寿命化に寄与することができます。
参照URL
②-2接合技術(拡散接合)
拡散接合は、材料の接合界面における原子の拡散を利用した接合方法で、点や線状の接合となる溶融溶接と異なり、面接合が可能です。熱交換・通電用の部材に用いる銅とアルミニウム合金の接合や、構造材料である鉄鋼材料と耐摩耗材料である超硬合金(コバルト系合金等)の接合のように、材料の特性を活かした面接合が求められる場合に効果を発揮します。また、この接合技術は中空部材が製造可能である、溶融溶接と比較して変形が少ない、積層接合が可能である、等の特徴を有しており、多様な分野へ応用しています。
参照URL
拡散接合装置
③難燃性マグネシウム合金の製造技術
難燃性マグネシウム合金は、従来の汎用マグネシウム合金の発火温度が400℃~600℃であるのに対して、カルシウムを添加することで発火温度を800℃以上へと、200℃~300℃程度上昇させることができる燃えにくいマグネシウム合金として開発されました。このため、これまで使用困難とされてきた新幹線内装部材(荷棚受け)に採用され、世界で初めて高速鉄道車両に適用されたマグネシウム合金となる等、様々な分野での利用拡大が期待されています。
参照URL

難燃性マグネシウム合金の溶解炉
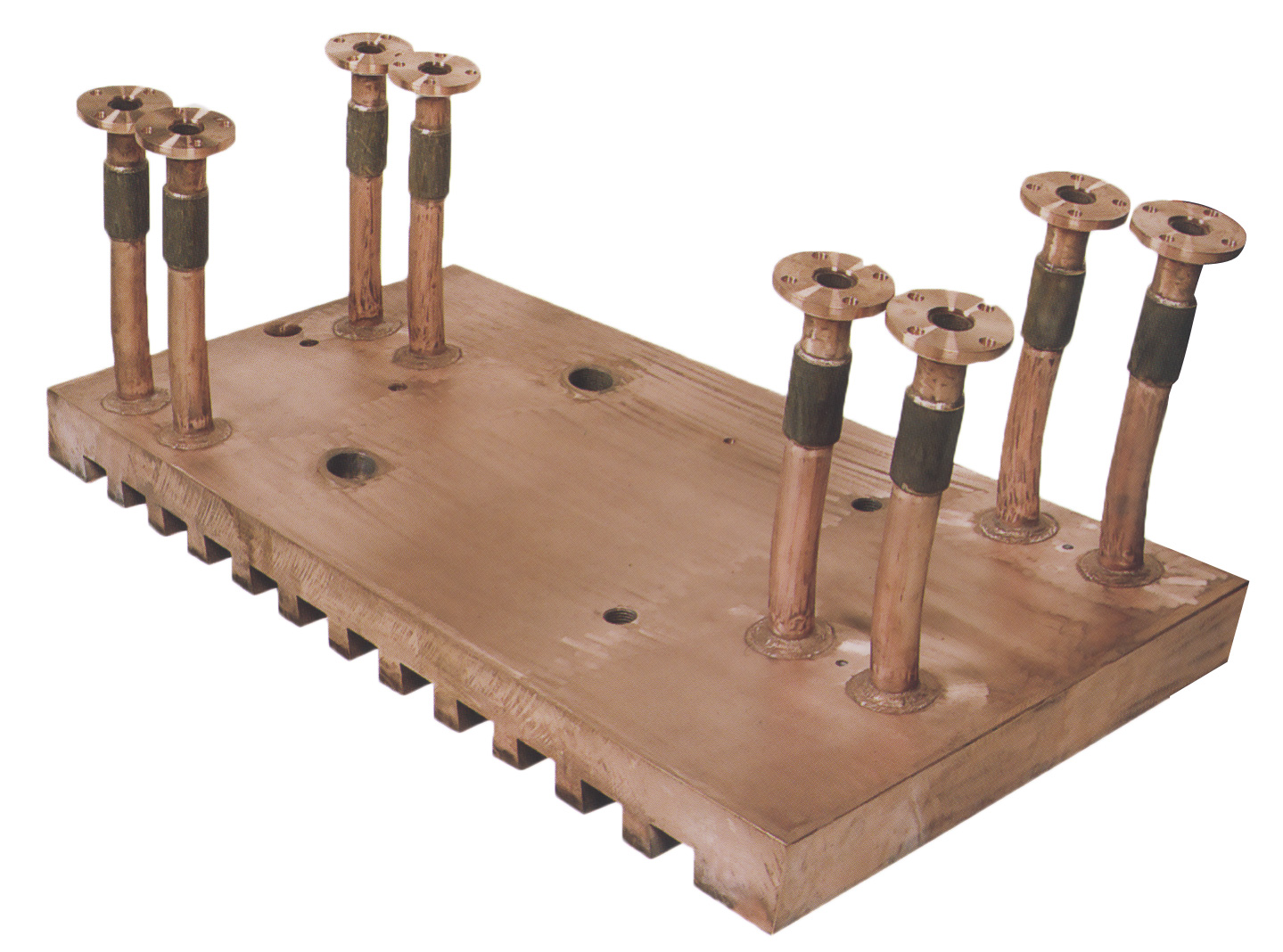
①純銅・銅合金鋳造製品
・羽口
・ランスノズル
・銅ステーブ
・銅パネル
・電極ホルダー
・ブッシュ
・ライナー
・プロペラキャップ

羽口
②接合・製缶製品
・銅ステーブ
・メッキ用電極
・特殊溶解用銅ルツボ
・溶融炉送風羽口
銅ステーブ
③難燃性マグネシウム合金製品
・鋳造部材
・インゴット・ビレット等の鋳造素材
インゴット・ビレット